







氦检漏仪喷氦法检漏的说明
发布日期:2021-08-02 浏览次数:2873
喷氨法检测优点:
1,检测灵敏度高,可精确定位2,能实现大容器或复杂结构产品的检漏喷氨法检测缺点:
1,只能实现一个大气压差的漏率检测2,不能准确反映带压被检件的真实泄漏状态喷氨法法检测标准:
检测标准主要有 Q3123-2000 (氨质谱真空检漏方法》 、GB/T 15823-2009 《氨泄漏检验》
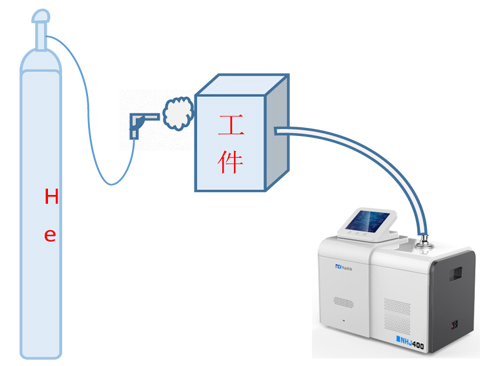
氦检漏仪喷氦法检漏流程:
1.将工件组装好后,再使用相应的工装,将工件连接到检漏仪上。
2.待确认连接 OK 后,按下检漏仪“开始”按键,检漏仪进入抽空检漏状态。
3.观察检漏仪显示屏上的显示的本底值达到4.0x10-10Pa·m3/s.4.
使用99.99%或99.999%的氦气,对工件可疑漏点,进行喷氦检测。
5.每个可疑漏点,喷氦1秒,观察检漏仪本底值3-5秒。观察检漏仪本底值有没有增加或检漏仪是否有报警输出。
6.按照步骤5依次检测其它可疑漏点。
7.喷氦气检测顺序是从上而下,先确认大漏点,8.
检测结束后,先按下检漏仪“停止”按键,待检漏仪显示屏出现待机画面后,再拆卸工件。
检漏过程的说明:
抽空
1.检漏仪开始后,先将工件内部的空气,从1.0E+5Pa 抽到小于1.0E+3Pa 时,检漏仪是抽空状态,2.这个状态检漏仪还没有处在检漏状态,但可以通过抽空时间和抽空的压力,来初步判断工件是否有大漏3.检漏口压力低于1.0E+3Pa 时,检漏仪进入检漏状态。
4.检漏仪本底值会一直减小的状态,待检漏仪本底值减小的状态,相对稳定时(测试的工件,本底值可以到4.0×10-10Pam3/s 左右),就可以进行喷氦测试。
5.不同的工件,会因抽空部分的内表面、工件的材料密封的结构等条件影响,检漏仪的本底值也会不同。
检漏
1.喷氦时,至上而下,先找大漏点,处理后,再找小漏点。
2.每个可疑漏点喷氦1秒。观察3-5秒(根据工件的体积或长度,观察时间要有所变化,长度每增加1米,观察时间要加1秒左右)如果连续喷氦,喷枪移动的速度不能超过1cm/秒,喷枪离工件表面距离≤5mm.
3.如发现检漏仪本底值增加,将停止喷氦。在可疑漏点处,重复喷氦1秒,观察3-5秒的操作。找到最大漏点处。
4.停止检漏仪,将工件取下维修。排除可疑漏点后。
再重新检测其它漏点。
报警
检漏过程会有3个现象:
1,在喷氦的过程,检漏仪的本底值一直减小。可以判断工件没有漏孔,或存在的漏孔小于检漏仪的当前本底值。
2,在喷氦过程,检漏仪的本底值大于报警值,检漏仪处在报警状态,说明工件存在漏孔。漏孔的漏率,是当前情况下,检漏仪显示最大的本底值。
3,在喷氦的过程,检漏仪的本底值增加,但检漏仪没有报警。可以判断,工件存在一定的微漏,只是漏孔大小是符合要求范围的。如要找到可疑漏点。可重复的检测判断具体的位置,可方便维修。
 皖公网安备 34010302001915号
皖公网安备 34010302001915号